












In Part One (Issue 131), J.I. Agnew wrote about the difficulties of moving an entire recording and mastering facility, complete with machine shop, grand piano, literal tons of equipment and other items. The story continues here.
Industrial buildings have to be functional. They need to offer easy access for loading machines in and out. But they tend to be dreadfully ugly and somewhat uninspiring as creative environments. So, in choosing our new facility we went for fashion over functionality. We wanted to steer well clear of industrial areas, and their associated noise and lack of charm.
Our new building was chosen for its inspiring looks, charming architecture and beautiful location. But with its narrow, arched entrances, many steps, uneven ground, and narrow country lanes all around for miles, loading in the essential infrastructure was a real challenge.
 Our 1961 Moore jig borer and 5,000 lb.-capacity forklift truck, ready for action.
Our 1961 Moore jig borer and 5,000 lb.-capacity forklift truck, ready for action.
What made matters worse was the fact that among what needed to be brought in were several American machine tools, made in the Golden Age of this industry between 1930 and 1970, which was incidentally also the Golden Age of disk recording lathes. These machines were clearly not designed to fit through narrow arched doorways in buildings of notable architecture in Europe!
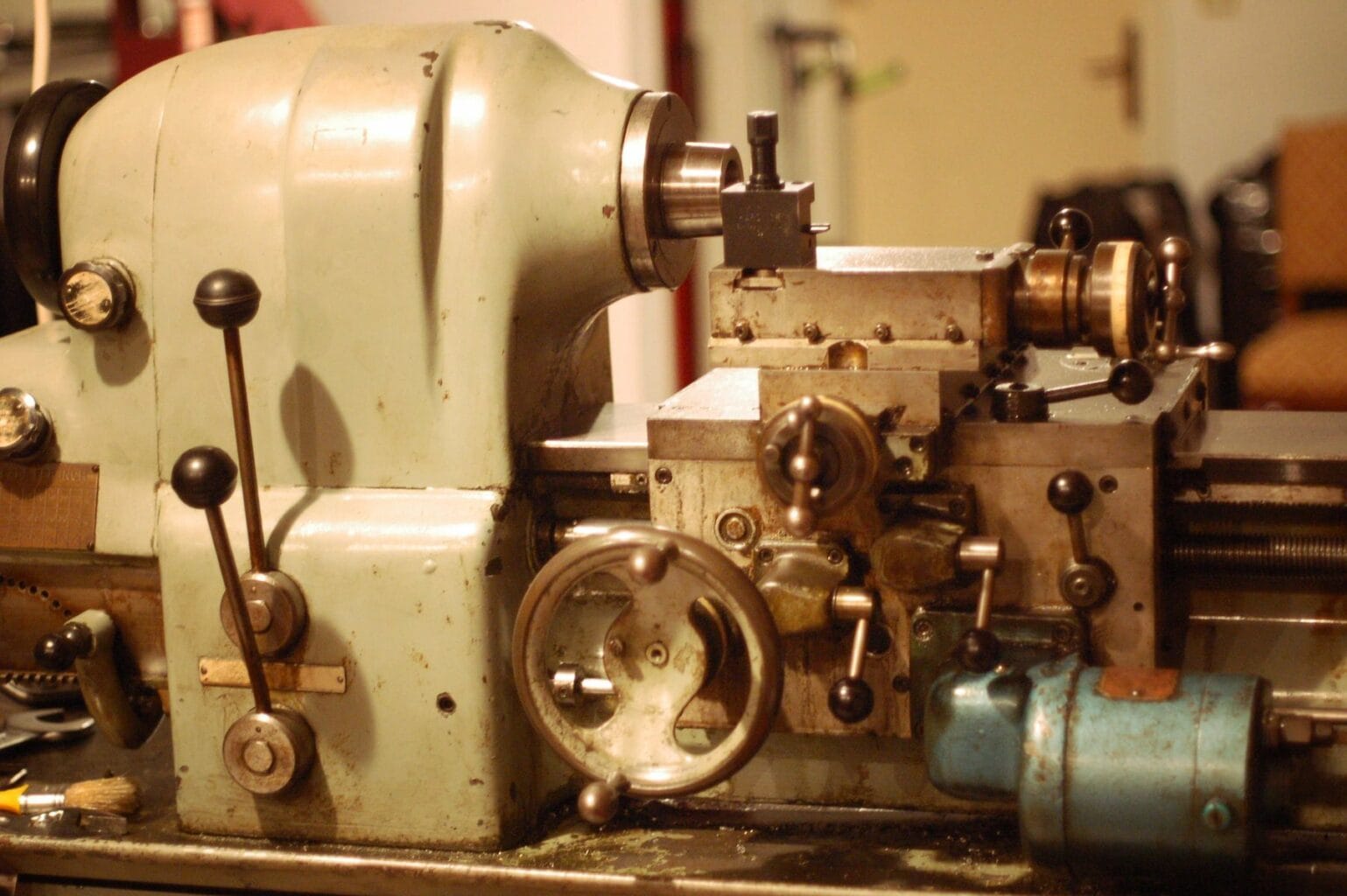 The 1954 Hardinge HLV super-precision lathe in the new building.
The 1954 Hardinge HLV super-precision lathe in the new building.These massive chunks of cast iron offer very few possible lifting points, and to further complicate things have levers, dials, handwheels, and shafts protruding in all directions!
I was reminded yet once again why USA-made machine tools of this era are so rare in Europe. Apart from the fact that their dials are graduated in inches (which is an advantage for me as I mostly work with vintage machines that were designed in the USA, and design my own equipment in inches out of habit), their dimensions and weight (as well as their quality of construction, compared to modern alternatives aimed at a price-conscious market) are what a Cadillac Eldorado is to a Yugo 45.
 A V-8 powered Cadillac Eldorado and a few lawnmower-engine Yugo 45s (along with an older Zastava 750) parked outside a typical example of a socialist apartment block in Belgrade, Yugoslavia, where everyone could have the same car and identical apartments, as observed on one of many interesting business trips, during which the author built character…
A V-8 powered Cadillac Eldorado and a few lawnmower-engine Yugo 45s (along with an older Zastava 750) parked outside a typical example of a socialist apartment block in Belgrade, Yugoslavia, where everyone could have the same car and identical apartments, as observed on one of many interesting business trips, during which the author built character… The Moore jig borer, the forklift and a huge crane approaching...
The Moore jig borer, the forklift and a huge crane approaching...By far the worst machine to move was the Moore jig borer, a 2,500-lb beast that was too tall and also too wide to fit through any of the building’s entrances!
We had to partially disassemble it, removing handwheels, levers and one of the leadscrews, before attempting to bring it in.
 The crane and forklift working together to tilt the Moore jig borer.
The crane and forklift working together to tilt the Moore jig borer.
It had to be laid down outside and carried on its back, suspended from the long-reach forks of a forklift truck using slings. Due to the height of the machine, when laid on its back it made a rather long load, extending forward from the forks. While our own forklift is rated for 3,300 lbs., this applies to a straight lift of a load whose center of gravity sits close to the mast. Despite being reassured by a very experienced forklift truck operator that, “you’ll know when you’re overloading the forklift when the rear wheels lift off the ground,” I decided that in the middle of a pandemic, with the health system already beyond full capacity, the last place I’d like any of us to end up in was in hospital! So, we rented a bigger forklift truck, rated for 5,000 lbs. and powered by a Perkins diesel engine, along with a massive crane.
 The Moore jig borer suspended on its back, guided through the arched entrance of the machine shop.
The Moore jig borer suspended on its back, guided through the arched entrance of the machine shop.The crane lifted the jig borer straight up, using the single lifting eye bolt at the top of the machine, which was, unluckily for us, missing when the machine first arrived. A special eye bolt had to be imported from the United States, since neither any EU-based nor any UK-based suppliers produce or stock eye bolts with the UNC-standard threads the Moore uses for its hardware.
While it was suspended from the crane, the forklift truck simultaneously lifted and pulled on a sling threaded through holes in the base of the casting that made up the body of the Moore, to tilt the machine while it was suspended in the air. Both crane and forklift then gently lowered the jig borer on its back, on a wooden cradle designed to prevent the weight of the machine from resting on its motor.
 Possibly the most inappropriate entrance in the world for huge industrial machinery. We live in hope that once the editor of Veranda decides to extend the scope of the publication to machine shops, ours will be the first feature!
Possibly the most inappropriate entrance in the world for huge industrial machinery. We live in hope that once the editor of Veranda decides to extend the scope of the publication to machine shops, ours will be the first feature! The Moore jig borer on its back, strapped onto a special trolley on which it was pushed by hand inside the building.
The Moore jig borer on its back, strapped onto a special trolley on which it was pushed by hand inside the building.Why do we even need such a dinosaur of a monster machine tool?
Our few neighbors were, by now, permanently standing around our properly, staring in disbelief as truckload after truckload of impossibly obsolete chunks of old iron were being hauled in. One of the crew members said he even saw money being exchanged between them, presumably bets being placed about what on earth all these machines were for. “Do you think they’re building a nuclear power plant?” “Perhaps they work for the government!” “No, I bet they’ve just completely lost it and collect old useless things that nobody needs!”
Some days later, with the neighbors still observing us, the bravest one among them asked me, “say, what do you need all that…er…stuff…for?” To which I replied, “we’re in the audio business.” To say that he was puzzled would be an understatement.
Despite their massive appearances, the machine tools we have are actually only intended to produce relatively small parts. The biggest parts to be found on turntables, disk recording lathes and tape machines are about as much as these immense machine tools were meant to work with.
 A collection of small parts for disk recording lathes, machined by the author.
A collection of small parts for disk recording lathes, machined by the author.
These exceptionally over-engineered machines are designed for maximum accuracy. All of them have spindles whose measured run-out (degree of rotational accuracy) is in the sub-micron range (less than 0.00002″ TIR or total indicator runout), only detectable by means of very expensive measurement instruments. The Moore jig borer has a positioning accuracy of 0.00003 inches (0.000762 mm) and the Moore Ultra-Precision Rotary Table we are using with it has a maximum angular positioning error of 2 seconds of an arc, each being equal to1/3600th of a degree!
 Our Moore Ultra-Precision Rotary Table. It is about as heavy as me!
Our Moore Ultra-Precision Rotary Table. It is about as heavy as me! The Monarch 10EE precision lathe, developed in part by Western Electric.
The Monarch 10EE precision lathe, developed in part by Western Electric.
The machining of extremely small precision parts to tight tolerances does not only require accurate machine tools, but also a highly controlled environment. Vibration must be kept to a minimum, which requires rigid mounting of the already heavy machines to a massively rigid support structure, such as the ground floor slab of a reinforced concrete building that is designed for heavy loading and able to withstand severe earthquakes while fully loaded. The air temperature and humidity levels must be kept absolutely stable all year round, to prevent the precision parts from having thermal expansion and contraction effects (literally, their dimensions get bigger in higher temperatures and vice versa) that would compromise accuracy.
In addition, stratification – the tendency of rooms to be colder near the floor and warmer towards the ceiling – must be kept as low as possible by means of thermal insulation and a properly designed HVAC (heating, ventilation and air conditioning) system, to maintain an equal temperature at all points within the room. This is especially important with taller machines like the jig borer and milling machines, where positioning and measurement devices (leadscrews and dials) for the machine table ( the horizontal X and Y axes) are mounted at a different height to the spindle and columns ways (the vertical Z axis).
 One of the generously-dimensioned dials of the Moore jig borer, allowing the operator to directly read down to 0.0001", with a comfortable handwheel and the silky-smooth action of the Nitralloy leadscrew.
One of the generously-dimensioned dials of the Moore jig borer, allowing the operator to directly read down to 0.0001", with a comfortable handwheel and the silky-smooth action of the Nitralloy leadscrew.While the heavy reinforced concrete structure of the building is excellent for vibration control, its greatest weakness is its relatively high thermal conductivity. The reinforced concrete structure essentially acts like a giant heat sink, coupled to the immense thermal mass of the earth, with the exposed building structure going through slow daily cycles of being heated by the sun and cooled by rain, snow, convection, and so on. Large metallic objects – like our big machine tools – directly mounted to the floor would tend to slowly change temperature, following the temperature variations of the concrete, regardless of the stability of the air temperature within the room.
Conventional means of thermal decoupling would compromise the mechanical rigidity of the machine-floor interface. We therefore designed and built special proprietary machine pedestals, which would thermally decouple the machines from the floor while maintaining the rigid foothold required for vibration control.
 The custom pedestal on which the jig borer is mounted to operate as a thermal island.
The custom pedestal on which the jig borer is mounted to operate as a thermal island.
The pedestals are sandwich constructions of suitably rigid materials with properties that inhibit thermal coupling from one to the other. The sandwich is then affixed within a protective steel cover, on which the machines sit, but which is not allowed to contact the concrete floor. We call this concept “thermal islanding,” since the machines act as thermal islands, unable to effectively sink or source heat other than from the air surrounding them and the operator handling them. Their large thermal mass, due the amount of cast iron, helps maintains a steady temperature during operation. The Moore jig borer has a Weston thermometer built into the spindle housing, allowing the operator to monitor temperature while operating the machine, to be able to predict when accuracy might be compromised.
The exact same considerations also apply to the optimal installation of disk mastering lathes, if ultimate performance is to be attained. Essentially, the disk mastering lathes are mounted on the same type of rigid pedestals for thermal decoupling, which are mounted directly on the concrete slab, and the acoustic decoupling (soundproofing and acoustic treatment) is then constructed around the pedestal, to provide the lathe with a rigid foothold, which would not be possible if the lathes were just to be placed on a floating floor of the type usually found in recording studios that do not need to cut records.
In addition, since sound is vibration, sound waves impinging upon large metallic surfaces of machine tools or workpieces are capable of introducing vibration which could compromise accuracy in very demanding situations. As such, it was decided to also acoustically treat the machine shop, to ensure that sounds produced within the machine shop do not have a detrimental effect on other machines nearby.
Optical measurement instruments such as metrological microscopes and interferometers can be particularly sensitive to vibrations at acoustic frequencies.
 The electrical control panel for the Moore jig borer. The spindle speed is varied by means of a mechanical expanding and contracting pulley system, packaged as the General Electric Polydyne unit.
The electrical control panel for the Moore jig borer. The spindle speed is varied by means of a mechanical expanding and contracting pulley system, packaged as the General Electric Polydyne unit.
To be continued…
0 comments